是借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,利用邻近效应控制高频电流流动路线的位置和范围。当要求高频电流集中于焊件的某一部位时,将导体与焊接件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体。
所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz到400KHz的高频电流。
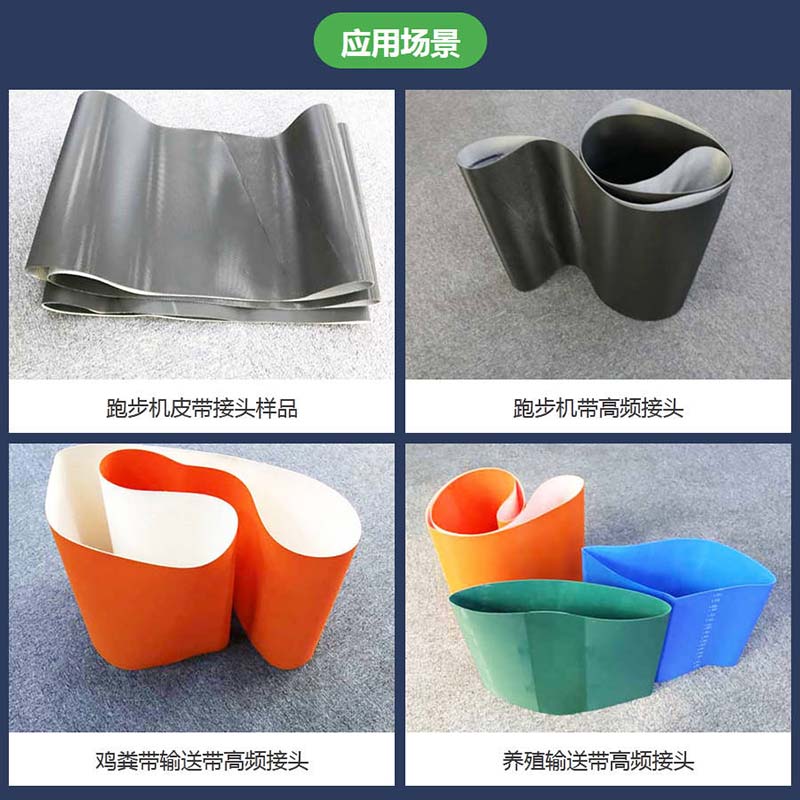
.jpg)
a. 焊接速度高,由于电流能高度集中于焊接区,加热速度极快,而且在高速焊接时并不产生“跳焊”现象,因而焊速可高达150m/min,甚至200m/min.
b. 热影响区小,因焊速高,工件自冷作用强,故不仅热影响区小,而且还不易发后氧化,从而可获得具有良好组织与性能的焊缝。
c. 焊前可不清除工件待焊处表面氧化膜及污物,对热轧母材表面的氧化膜、污物等,高频电流是能够导通的,因而省掉焊前清理工序也能焊接。
d. 能焊的金属种类广,产品的形状规格多,不但能焊碳钢、合金钢,而且还能焊通常难以焊接的不锈钢、铝及铝合金、铜及铜合金,以及镍、钛、锆等金属、用高频焊制作时,型材和管材的尺寸规格远比普通轧制或挤压法的为多,且可制造出异种材料的结构件。
接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到最大利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接
触焊。
1.铜电极与钢板接触,磨损很快;
2.由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。
感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,
但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应
圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。
© 2012‐2022 浦雄实业, Inc. All rights reserved. 沪ICP备14014213号