密封不严可是医疗器械包装里的大忌。于是,上海浦雄为大家从以下几点排查
在吸塑盒行业里,符合医用用途且具有热压特性的首先是PETG材料,再则PET改良的GAG材料。密封不严实是需要排除是否采用的是PET材料,因为PET材料热压性能不好,非常有可能造成热合强度不够。
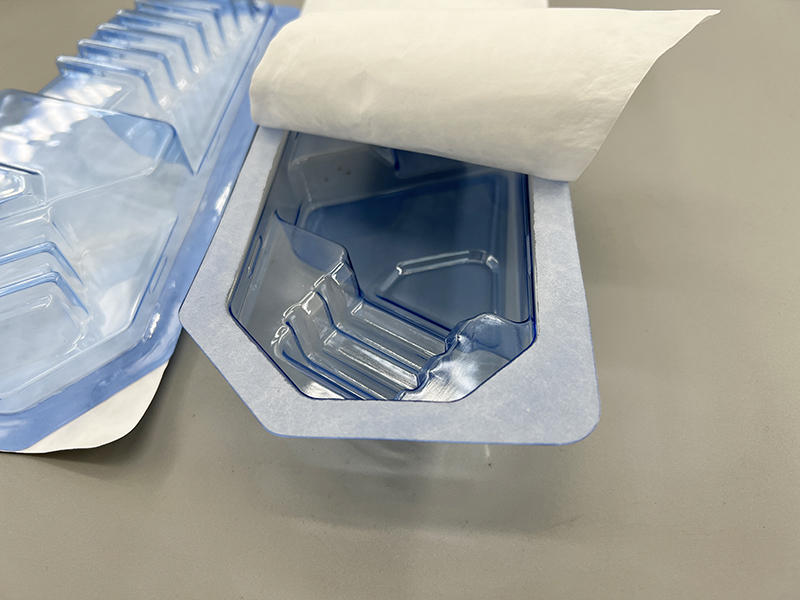
热封透析纸医用吸塑泡罩时,需要用到热封模具。将吸塑盒置于热封模具里,然后封上透析纸。如果热封模具表面不平或者出现异常也极有可能造成某个区域热压不严实。
针对不同材料、不同厚度的吸塑泡罩与不同型号的透析纸热合,其密封时间、温度与压力值设置都有所不同。
1.选择适当的油墨,并增加涂布量;选择干式复合白油墨尤其重要,它的影响是多方面的;
2.加强胶水对薄膜的润湿性,改善局部上胶不良的缺陷;增加涂胶量;增加复合辊的温度和压力,采用光滑辊;降低复合速率,增加浸润时间和上胶时间;选择润湿性好的胶水并预热;
3.预热胶、膜和提高复合压辊的温度;
4.清洗涂布辊,加强涂布量及涂布辊的管理。对一般新辊使用到500万米(5000R/S)后的涂布辊要进行镀铝处理,3次再镀铬处理后再进行雕版处理,这样管理可以防止由于不充分的涂布辊而导致的房屋外观不良和剥离强度低等问题。在使用过程中对薄膜进行静电消除,注意保持工作台的环境卫生,接料溶剂要完全密封保存和过滤;
5.调整粘度,更换涂布辊,在符合工艺要求的粘度范围内,通过胶水固含量和涂布辊的配合,达到涂布量的要求;
6.调整干燥条件,风量小,容易产生溶剂残留,一般干燥箱喷嘴处每秒应风速在30-35米之间,干燥箱温度Ⅰ段为50-60℃,Ⅱ段为60-70℃,Ⅲ段为70-80℃,进口I段温度不宜超过60℃;
7.增加涂布量,增加复合压辊的温度和压力,提高压辊的橡胶硬度,使压辊橡胶硬度达到80~85℃。并且在压辊前引入薄膜“包角”的角度调整,尽量使复合辊向切线方向移动;
8.采取防潮措施,如避免易吸潮材料如象尼龙、塞璐玢与NCO基发生反应生成CO2,保持环境干燥,用固化剂密封包材等;
9.提高用于制造保护膜的涂层和复合压辊的温度和压力,增加压辊所用橡胶的硬度,使压辊的橡胶硬度提高至80-85℃。并且在压辊前引入薄膜“包角”的角度调整,尽量使复合辊向切线方向移动;
10.在保护膜成型过程中采取防潮措施,如保湿、固化、密封、包覆材料等,也可对气泡问题起到一定的改善作用,从而大大提高保护膜的质量和使用效果。
上一篇:如何给医疗器械选择合适的包装
下一篇:三类医疗器械洁净车间要求
© 2012‐2022 浦雄实业, Inc. All rights reserved. 沪ICP备14014213号